
淮海能源车,绿色出行新潮流,引领未来出行革命
随着全球气候变化和环境问题日益严重,绿色出行成为全球共识。我国政府高度重视新能源汽车产业的发展,将其作为国家战略。淮海能源车作为新...
扫一扫用手机浏览
焊接电流、电压、焊接速率是决议焊缝尺寸的主要能量参数。
1、焊接电流
焊接电流增年夜时(其他前提不变),焊缝的熔深和余高增年夜,熔宽没多年夜变化(或略为增年夜)。这是由于:
(1)电流增年夜后,工件上的电弧力和热输入均增年夜,热源地位下移,熔深增年夜。熔深与焊接电流近于正比关系。
(2)电流增年夜后,焊丝熔化量近于成比例地增多,因为熔宽近于不变,以是余高增年夜。
(3)电流增年夜后,弧柱直径增年夜,然则电弧潜入工件的深度增年夜,电弧雀斑移动规模受到限定,因而熔宽近于不变。
2、电弧电压
电弧电压增年夜后,电弧功率加年夜,工件热输入有所增年夜,同时弧长拉长,散布半径增年夜,因而熔深略有减小而熔宽增年夜。余高减小,这是由于熔宽增年夜,焊丝融化量却稍有减小所致。
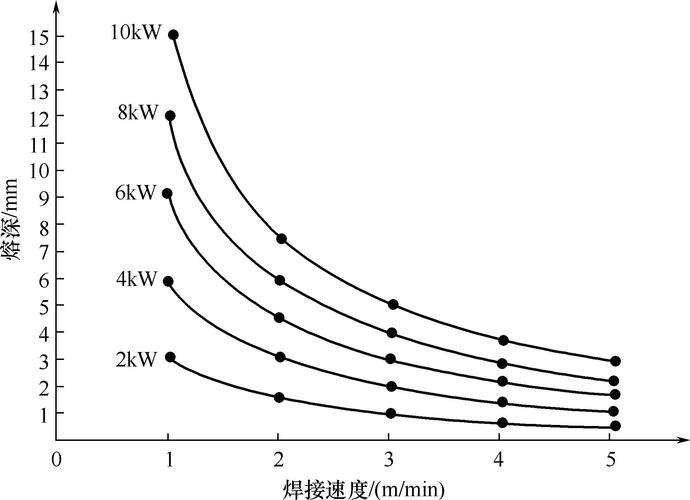
3、焊接速率
焊速进步时能量减小,熔深和熔宽都减小。余高也减小,由于单元长度焊缝上的焊丝金属的熔敷量与焊速成反比,熔宽则近于焊速的开方成反比。
此中的U代表焊接电压,I是焊接电流,电流影响熔深,电压影响熔宽,电流以烧透不烧穿为益,电压以飞溅最小为益,两者固定其一,调另一个参数即可焊接电流的年夜小对焊接质量和焊接临盆率的影响很年夜。
焊接电流主要影响熔深的年夜小。电流过小,电弧不稳固,熔深小,易造成未焊透和夹渣等缺陷,并且临盆率低;
电流过年夜,则焊缝容易发生咬边和烧穿等缺陷,同时引腾飞溅。
是以,焊接电流必需选得恰当,一样平常可依据焊条直径按履历公式进行选择,再依据焊缝地位、接头情势、焊接条理、焊件厚度等进行恰当的调整。
电弧电压是由弧长决议的,电弧长,电弧电压高;电弧短,则电弧电压低。
电弧电压的年夜小主要影响焊缝的熔宽。
焊接进程中电弧不宜过长,不然,电弧燃烧不稳固,增长金属的飞溅,并且还会因为空气的侵人,使焊缝发生气孔。是以,焊接时力图使用短电弧,一样平常要求电弧长度不跨越焊条直径。
焊接速率的年夜小直接关系到焊接的临盆率。为了得到最年夜的焊接速率,应该在保证质量的条件下,采纳较年夜的焊条直径和焊接电流,同时还应按详细环境恰当调整焊接速率,只管即便保证焊缝高下和宽窄的同等。
1、短途经渡焊接
CO2电弧焊中短途经渡利用最普遍,主要用于薄板及全地位焊接,规范参数为电弧电压焊接电流、焊接速率、焊接回路电感、气体流量及焊丝伸出长度等。
(1)电弧电压和焊接电流,对付必定的焊丝直径及焊接电流(即送丝速率),必需匹共同适的电弧电压,能力得到稳固的短途经度过程,此时的飞溅起码。
分歧直径焊丝的短途经渡时参数如表:
焊丝直径(㎜) 0.8 1.2 1.6
电弧电压(V) 18 19 20
焊接电流(A) 100-110 120-135 140-180
(2)焊接回路电感,电感主要作用:
a 调节短路电流增加速率di/dt, di/dt过小产生年夜颗粒飞溅至焊丝年夜段爆断而使电弧熄灭,di/dt过年夜则发生年夜量小颗粒金属飞溅。
b 调节电弧燃烧光阴节制母材熔深。
c 焊接速率。焊接速率过快会引起焊缝两侧吹边,焊接速率过慢容易产生烧穿和焊缝组织粗年夜等缺陷。
d 气体流量年夜小取决于接头型式板厚、焊接规范及功课前提等因素。通常细丝焊接时气流量为5-15 L/min,粗丝焊接时为20-25 L/min。
e 焊丝伸长度。适宜的焊丝伸出长度应为焊丝直径的10-20倍。焊接进程中,只管即便坚持在10-20㎜规模内,伸出长度增长则焊接电流降落,母材熔深减小,反之则电流增年夜熔深增长。电阻率越年夜的焊丝这种影响越显著。
f 电源极性。CO2电弧焊一样平常采纳直流反极性时飞溅小,电弧稳固母材熔深年夜、成型好,并且焊缝金属含氢量低。
2、细颗粒过渡
(1)在CO2气体中,对付必定的直径焊丝,当电流增年夜到必定数值后同时配以较高的电弧压,焊丝的融化金属即以小颗粒自由飞落进入熔池,这种过渡情势为细颗粒过渡。
细颗粒过渡时电弧穿透力强母材熔深年夜,实用于中厚板焊接布局。细颗粒过渡焊接时也采纳直流反接法。
(2)跟着电流增年夜电弧电压必需进步,不然电弧对熔池金属有冲洗作用,焊缝成形恶化,恰当进步电弧电压能避免这种征象。然而电弧电压太高飞溅会明显增年夜,在同样电流下,随焊丝直径增年夜电弧电压低落。
CO2细颗粒过渡和在氩弧焊中的喷射过渡有着实质性差异。氩弧焊中的喷射过渡是轴向的,而CO2中的细颗粒过渡长短轴向的,仍有必定金属飞溅。另外氩弧焊中的喷射过渡界电流有显著较变特性。(尤其是焊接不锈钢及玄色金属)而细颗粒过渡则没有。
3、削减金属飞溅步伐
(1)正确选择工艺参数,焊接电弧电压:在电弧中对付每种直径焊丝其飞溅率和焊接电流之间都存在着必定纪律。在小电流区,短途经渡飞溅较小,进入年夜电流区(细颗粒过渡区)飞溅率也较小。
(2)焊枪角度:焊枪垂直时飞溅量起码,倾向角度越年夜飞溅越年夜。焊枪前倾或后倾最好不跨越20度。
(3)焊丝伸出长度:焊丝伸出长对飞溅影响也很年夜,焊丝伸出长度从20增至30㎜,飞溅量增长约5%,因而伸出长度应尽可能缩短。
4、掩护气体种类分歧其焊接办法有区别。
(1)应用CO2气体为掩护气的焊接办法为CO2电弧焊。在供气中要加装预热器。由于液态CO2在赓续气化时吸收年夜量热能,经减压器减压后气体体积膨胀也会使气体温度降落,为了防止CO2气体中水分在钢瓶出口及减压阀中结冰而堵塞气路,以是在钢瓶出口及减压之间将CO2气体经预热器进行加热。
(2) CO2+Ar气作为掩护气的焊接办法MAG焊接法,称为物性气体掩护。此种焊接办法实用于不锈钢焊接。
(3)Ar作为气体掩护焊的MIG焊接办法,此种焊接办法实用于铝及铝合金焊接。
随着全球气候变化和环境问题日益严重,绿色出行成为全球共识。我国政府高度重视新能源汽车产业的发展,将其作为国家战略。淮海能源车作为新...

随着全球气候变化和能源危机的日益严峻,绿色出行已成为全球共识。作为我国新能源产业的佼佼者,清苑新能源车凭借其卓越的性能和环保理念,...

随着全球气候变化和环境污染问题的日益严峻,新能源汽车产业在我国得到了飞速发展。氢能源车作为新能源汽车的一个重要分支,因其环保、高效...
随着我国经济的快速发展,汽车已经成为人们出行的重要工具。汽车尾气排放成为城市环境污染的主要来源之一。为了减少环境污染,我国政府大力...
随着我国经济的快速发展,汽车产业日益繁荣,然而汽车尾气排放导致的空气污染和能源消耗问题也日益严重。为应对这一挑战,湛江能源车应运而...
随着全球环境污染问题的日益严重,绿色发展已成为我国的重要战略。在这一背景下,湖南超酷新能源两轮机动车应运而生,以其环保、节能、便捷...

